




















|

立体物のシリコン型 (両面型) の取り方とレジン成型について 〜 2 〜

|
 |
前回Howto 7では原形の両面シリコン型の取り方と、レジン成型に必要な道具についてご説明しました。 今回は実際に成型するときの注意点を交えながらご説明します。
◆クランプの扱い方について
両面型をはさむ板はそっていない物を選びましょう。
あふれたり、こぼれたレジンが板に付いてしまうと取れなくなり、型をはさみにくくなりますから、少し厚手のビニールで覆っておくといいですよ。 お宅にあるビニール袋などで結構です。
型をはさむ側のビニールがしわにならないように引っ張り、あまったところは裏側で折りたたんでガムテープなどでしっかりと止めます。
クランプを使って型を固定するには図1のように、型の大きさに合わせて1つ〜4つ、大きいものでしたらそれ以上の数が必要です。

もちろん1つでも固定することはできますが、より正確によりきれいに成型するには全体に平均して力が加わるようにします。
クランプは買ってきたそのままですとすべってうまく固定することができません。
すべる状態で型を固定するには、クランプがそれ自体の重みで落ちてしまわないように、しめつける力を強くしなければいけません。
しかしそれによってシリコン型が圧迫されて変形するため、成型品も図2のようにつぶれてしまいます。

正確に成型するには図3のようにクランプのはさむ部分にすべり止めのゴム板を接着します。 これによって比較的きれいな成型品を作ることができます。
How to 7で私がみなさんに、ボルトをお使いになることをおすすめしたのはこのためです。
ボルトですとすべり落ちることがありませんから無理な力を加えることもなく、つぶれないできれいに成型することができるのです。
(ボルトによる固定板の作り方はHow to 7を参照してください)
◆レジンを流し入れる前の注意点
レジンを流し入れるには、型に注入口を作る必要があります。
型を取る際に注入口を作ってあってもそれがそのままでうまく流すことができるかどうかわかりません。 レジンは水よりも表面張力が強い(大きい)ので、注入口が細いとそこでレジンが詰まって入らなくなってしまいます。
そのようなことのないように少なくとも直径1センチ以上の注入口を作っておきます。 成型品はあとで加工しますから、多少太めでもかまいません。 (ミニチュアやアクセサリーパーツを成型する場合の注入口は5ミリ程度)
特にエポキシレジンはドロッとしていますから、ポリウレタンレジンよりも注入口を太くします。 図4
◆両面型を固定する時の注意点
型を板ではさみ、クランプやボルトでしめて固定するわけですが、そのしめ具合が弱いと合わせた隙間からレジンがもれだしてしまいますし、強すぎると先ほど書きましたように成型品がつぶれて変形してしまいます。
ちょうど頃合にしめるには型の合わせ目を押し広げて隙間が開かなくなるまで、1つずつ順番に少しずつしめていきます。
しかし実際に流し入れてみなければ隙間のあるなしはわかりません。
長年やっている私でもいまだにレジンがもれてしまい、あわててティッシュペーパーで拭いたりしていますから。
◆レジンを流し入れる時の注意点
ポリウレタンレジンは硬化が速いですから、あまりゆっくり流し入れていると途中で硬化がはじまってしまいます。
主剤と硬化剤を合わせた量が200gを超える場合はご注意ください。
流し入れるレジンの量のはかり方はHow to 2にも書きましたが、図5のように水を入れてみてその量を計量カップやはかりで計量します。 ただし、水とレジンとでは比重が違います。レジンは水よりも重いため、レジンは100g=90ml程度となります。 ですから水の量が仮に100gだった場合、レジンの量は約110g程度が必要量となります。 それプラス、流し入れた際に計量カップの内側に付着するレジンの量を足して、おおよそ115〜120gがレジンの量とお考えください。
ちょっとむずかしいですが、水の量に2割増しくらいのレジンが必要、ということです。
レジンは硬化の際に多少収縮しますから少し多めに混ぜ合わせます。
ただし! ポリウレタンレジンで立体物を成型する場合、流し入れるレジンの量が多くなると逆に膨張して、型からあふれてくることもありますのでご注意ください!
エポキシレジンは収縮率が大きいですから、型の注入口からあふれるくらいにします。 あるいは図6のように、注入口にレジンをためるためのくぼみを作っておくといいでしょう。
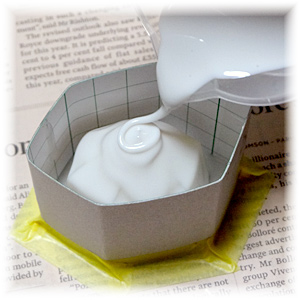
立体物は空気が抜けにくいですから、混ぜ合わせる時にできるだけ空気を巻き込まないようにしてください。 また流し入れる時も型の内側をつたわせるようにして泡立たないようにします。
主剤と硬化剤を混ぜ合わせた時にできた気泡はなかなか抜けませんし、ポリウレタンレジンの場合、早く流し入れないと硬化が始まってしまいますから、そういう場合は「お茶パック」を利用します。
お茶パックでレジンを漉しながら流し入れると、気泡をきれいに取り除くことができますよ。 いろいろと試してみましたが、お茶パックが一番使いやすいようですね。
少し手間は増えますが、あとの成型品の修正作業がとても楽になります。 こうしたほんのちょっとしたことで成型品の出来の良し悪しが変わってくるのです。 図7
エポキシレジンを流し入れる場合は、混ぜ合わせた後でしばらくおいて、気泡が抜けるのを待ってから、型に流し入れます。
おそらく最初から大きなものを成型する人はいらっしゃらないと思いますが、500g以上のレジンを一度に硬化させると急激に反応が起こり、高熱を発して危険ですからご注意ください。
またエポキシレジンは一度に200g、あるいは5cm以上の厚みや深さのある型で硬化させますと、同様に急激に硬化、収縮して、図8のように空気を注入口から引き込んでしまうことがありますのでご注意ください。
(冬はそれほどでもありませんが、夏など気温の高いときは注意が必要です)
ではどのくらいの量まで、どのくらいの薄さ、深さなら大丈夫なのか。 残念ながらそれをここですべてご説明することはできません。
成型するものの形、大きさ、厚さ、長さ、気温、室温、レジンの温度すべてが影響するので、みなさんがそれぞれおやりになってみて経験してみるしかないのです。
私もその見極めに迷ったり、失敗したりしています。
しかしアクセサリーやストラップ、キーホルダーのパーツや小物を作るくらいでしたら、まったく問題ありませんのでご安心を。
|
|